Optimizing machine health with Condition Monitoring

Industry 4.0 aims to bring operational excellence by introducing the Industrial Internet of Things (IIoT) to the industries and factories. It allows machine health monitoring using IIoT, streamlining the process and increasing efficiency. In this blog, we’ll share why IIoT machine monitoring is useful and how it can help you?
Importance of Machine Health Monitoring in the Industrial 4.0 Era
Despite applying the best reactive and preventative maintenance strategies, industries lose a lot of money & time because of unplanned downtime, machine failures, and wasted maintenance cycles. Unplanned downtime decreases plant productivity and hinders the supply chain. To overcome this, plants need to adopt Condition Monitoring technologies.
IIoT machine monitoring offers real-time insights to assist maintenance teams in making better decisions, enhancing the machine’s efficiency and extending its lifetime. IIoT plays a vital role in enabling plant reliability by:
- Providing robust connectivity across the plant
- Catering to the growing shortage of plant workers.
- Helping in planning and scheduling maintenance strategies.
- Bringing more profit against its initial implementation cost.
It also creates a safer working environment for plant workers by reducing the chances of machine failures.
Benefits of Machine Health Monitoring using IIoT
Improvement in the overall efficiency of manufacturing
IIoT machine monitoring machinery considerably increases the overall plant efficiency. It increases the cost efficiency by cutting unnecessary maintenance and decreasing unplanned downtime. Unplanned downtime constitutes a 40-50% loss in efficiency. Condition monitoring predicts the impending failures and helps in curing them beforehand.
Real-time monitoring and required maintenance of all the plant assets enhance the plant’s productivity and sustain it. It also extends the plant equipment’s lifetime, saving many costs that otherwise would go in vain.
Considerable Reduction in Waste
IIoT machine monitoring can help industries in waste management. Defective items are the most significant manufacturing waste from plants. Trivial machine malfunctions often get ignored, which causes the production of defective items or sub-par output quality. It costs money, resources, and man-hours. Also, starting up after unplanned downtimes produces unprocessed/semi-processed goods, further increasing the overall plant waste. IIoT machine monitoring can eliminate this waste by foretelling the possible threats.
Intelligent adoption of IIoT-enabled solutions also reduces the burden of excessive maintenance, lubrication, and spare parts waste. Assessing and predicting machine failures saves time and resources, which would otherwise go to waste.
Improved communication & decision making
Machine health monitoring using IIoT improves communication by providing 360-degree visibility of manufacturing operations to all the right people. Advanced solutions connect plant equipment to a manager, manager to the operator, and operator to operator effectively, reducing the chances of delayed communication.
Providing the right & timely information across the plant boosts the plant productivity multiple folds. Usually, a lot of time gets wasted in planning and scheduling maintenance strategies. IoT-based machine health monitoring systems capture the fault and track down the root cause to advise you on the best approach to tackle it.
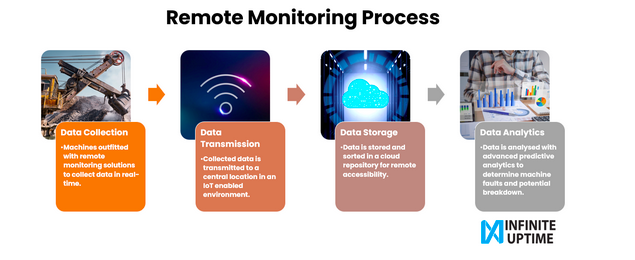
Real-time Data Collection, Analysis, and Alerts
IIoT-based condition monitoring systems collect real-time data from all the machinery and analyse and assess them according to the recommended performance levels. If the machine health fails to meet the set parameters, the platform immediately alerts the maintenance manager and conveys the problems with the recommendations to take care of it.
The sensors record data from various equipment to perform vibration analysis, oil analysis, temperature analysis, and other relevant analyses. After analyzing, if it detects any issue, it quickly notifies the possible reasons. For example, the reports may suggest engine erosion if higher than usual iron content is found in the oil analysis. On the other hand, if a higher range of a combination of iron, Aluminium, and chrome is found, it may signal the upper cylinder wear. The maintenance manager can then take immediate action on this.
Conclusion
Even the best reactive and preventative maintenance strategies couldn’t do justice to the cost and productivity. So, industrial revolution 4.0 brings advanced machine health monitoring using IIoT technology to address production and maintenance issues. The technology gained its importance by tackling day-to-day problems in various industries. It benefits industries by reducing plant wastes, collecting and analyzing real-time data, streamlining communication, and increasing overall plant reliability.
At Infinite Uptime, we have pledged to transform the industrial health diagnostics space. Thus, we offer IIoT-based machine health monitoring solutions for process plants like yours. Our intelligent solutions easily integrate into the plant using AI and machine learning and help tap your plant’s peak efficiency.